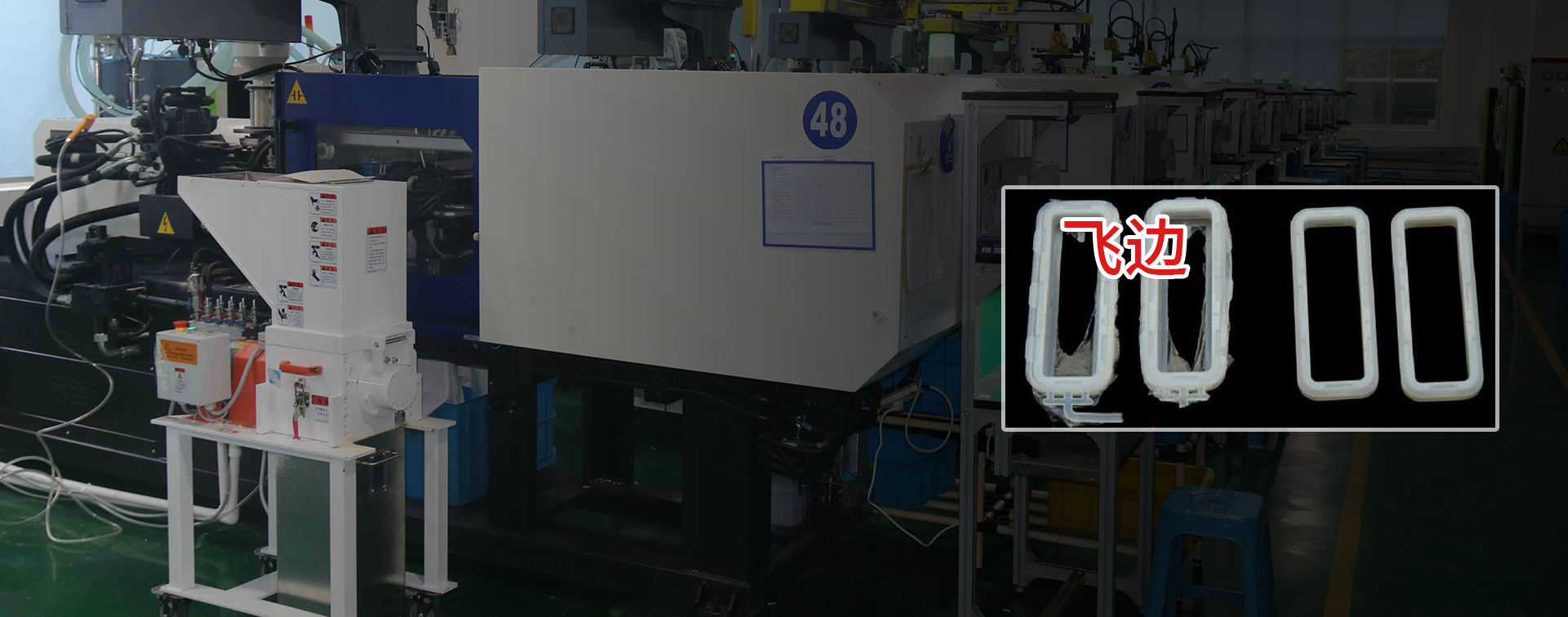
Causes of Flash in Injection Molding
In the injection molding process, flash (or burrs) is a common and troublesome issue. Flash not only affects the appearance and functionality of products but also increases the cost and time for post-processing. Understanding the causes of flash helps in taking effective measures to prevent and address it. Below are the main factors leading to flash and their detailed analysis.
▶ Equipment Factors
Insufficient Clamping Force
Insufficient clamping force is a significant cause of flash. The clamping force of the injection molding machine must be sufficient to ensure the mold remains tightly closed during injection. If the clamping force is inadequate, molten plastic can escape at the mold’s parting line, creating flash. This often occurs with larger molds or high-pressure injections, as these situations require greater clamping force to resist injection pressure.
Equipment Wear
Wear on equipment, especially on the check ring and screw, can lead to inaccurate injection volume, causing flash issues. Wear can prevent precise control of molten plastic during injection, resulting in excess material entering the mold cavity. Additionally, wear may cause the equipment to provide insufficient clamping force, exacerbating flash problems.
▶ Mold Issues
Poor Mold Design
Poor mold design is another major cause of flash. Inaccurate parting line precision or improper design can result in inadequate mold closure, allowing molten plastic to escape and form flash. Moreover, if the mold design does not account for material flow and pressure distribution, flash is more likely to occur.
Mold Wear or Deformation
With increased usage, molds may experience wear or deformation. This wear can increase the fitting gap in the mold, making it easier for molten material to escape through gaps. Additionally, mold deformation may cause uneven parting lines, further increasing the risk of flash.
Poor Venting
The venting system is crucial for preventing flash. If vent slots are too large or deep, molten material may flow out through the vents and form flash. Also, poor venting can increase cavity pressure, potentially forcing material out through the parting line.
▶ Process Parameters
Excessive Injection Pressure and Speed
Excessive injection pressure and speed can increase mold opening force, preventing complete mold closure and causing flash. This situation often occurs when rapid molding or low-viscosity materials are required. Therefore, setting process parameters based on specific materials and product requirements is necessary to avoid excessive pressure and speed.
Inappropriate Material Viscosity
Material viscosity directly affects flash. Low viscosity leads to excessive flowability, making it easier for material to escape through the parting line. Conversely, high viscosity increases flow resistance, raising cavity pressure and causing flash. Choosing materials with suitable viscosity and making appropriate adjustments are crucial measures to prevent flash.
▶ Operational Errors
Insufficient Injection Volume Setting
If the set injection volume is insufficient, molten plastic may not completely fill the cavity, allowing excess material to escape through the parting line as flash. Therefore, during operation, it is necessary to accurately set the injection volume based on product size and shape to ensure complete but not excessive filling.
Improper Adjustment of Process Parameters
Different products require different process parameter settings. Failure to adjust injection speed and time according to product thickness and shape can also cause flash. For example, thin-walled products require faster injection speeds to ensure rapid filling, while thick-walled products need longer cooling times to prevent excessive material flow causing flash.
▶ Conclusion
Flash issues in injection molding involve multiple aspects including equipment, mold design, process parameters, and operations. By carefully inspecting and optimizing these factors, manufacturers can effectively reduce flash occurrences and improve product quality and production efficiency. Regular equipment maintenance, optimized mold design, precise control of process parameters, and operator training are essential to minimize flash problems.